

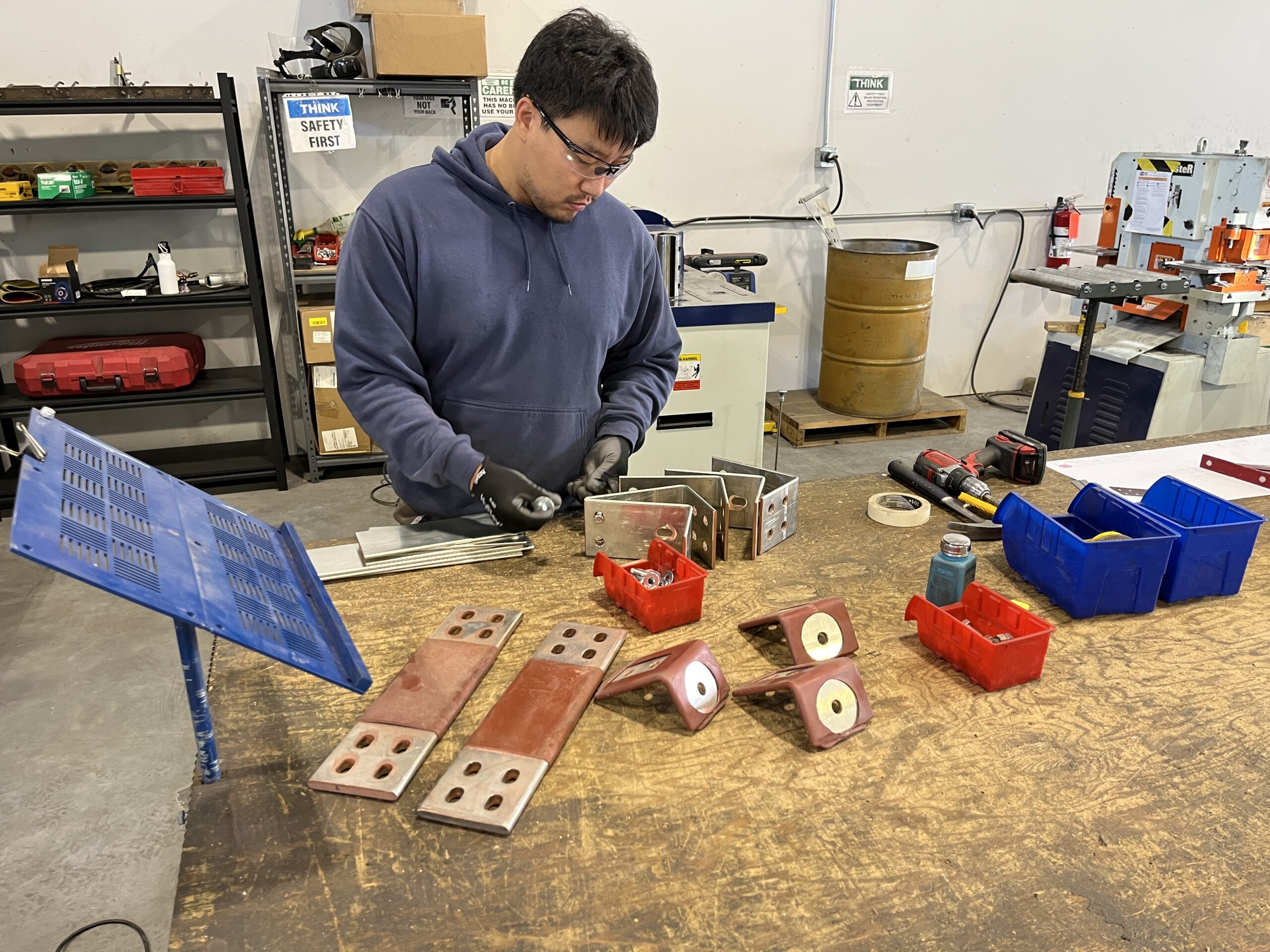
Busbar being designed in solid works. This design provides the visual for customer, let us fit test without actual pieces and provides all the fine details for fabrication.

Busbar being cut on Floor mount Hydmech band saw. This semi-automatic variable speed horizontal pivot style auto feed band saw which cuts most of the metals including cooper and steel with high precision and without need of constant attention. Coolant helps to extend the life of the blade and clean cuts.


Busbar being bent on 50Tob Sunrise hydraulic bending machine. This can bend up to 6X1/2” bus.
This hydraulic bending machine is high quality and reliable hydraulic metal working machine. A wide range of tooling is available for different bending operations. We also customize special tooling for specific requirements

Busbar being heat shrunk for MV applications. This process includes sliding the correct size shrink tubing on the bus bar, heat shrinking it with open flame torch, cutting the shrink tubing for insulator or hardware placement.
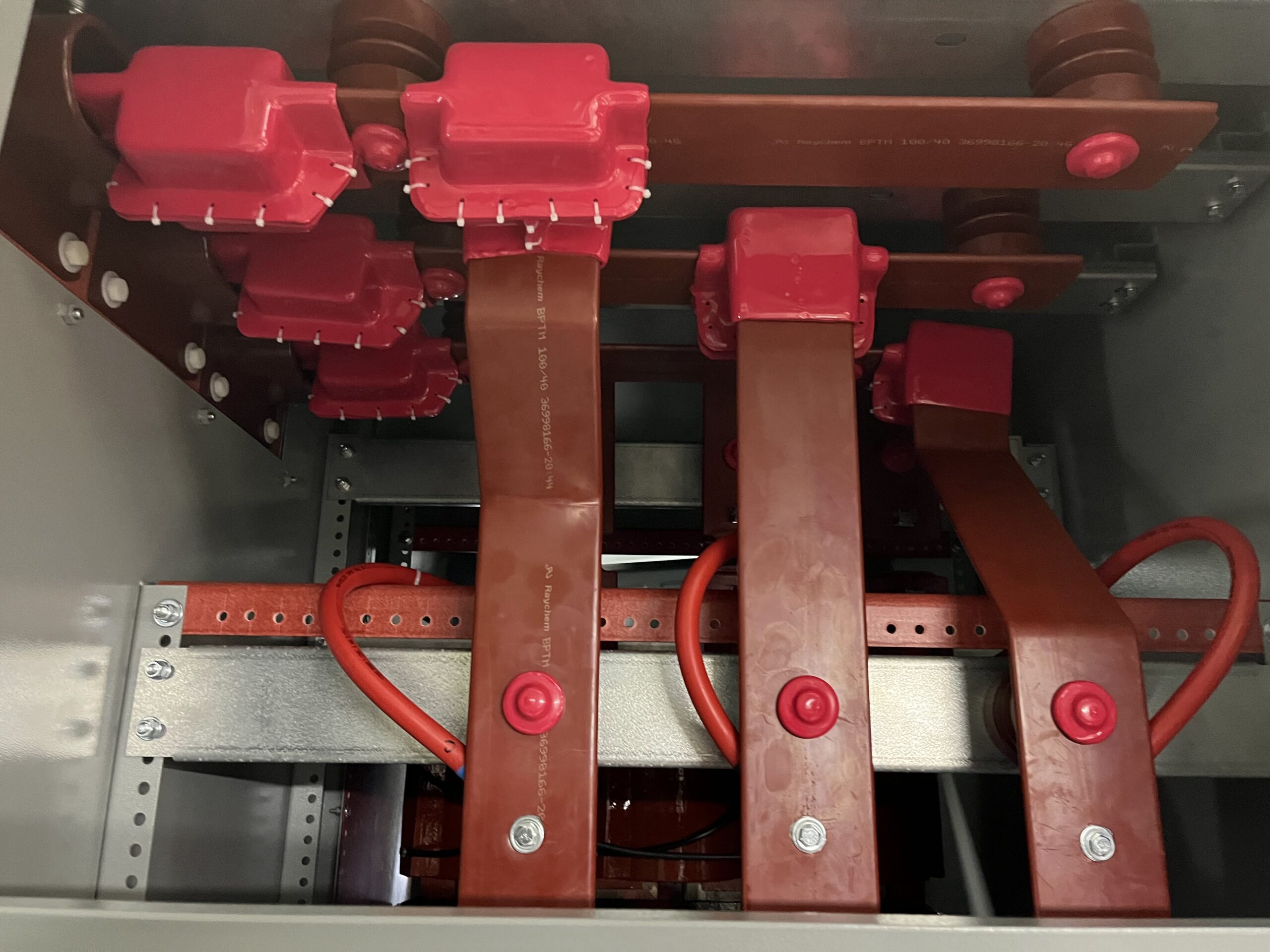
Insulated busbar installed inside a gear cell with bus-to-bus connections and mounted on insulators and then the structure. Every bus connection is covered with bus bus boots which are custom fit for those shapes.
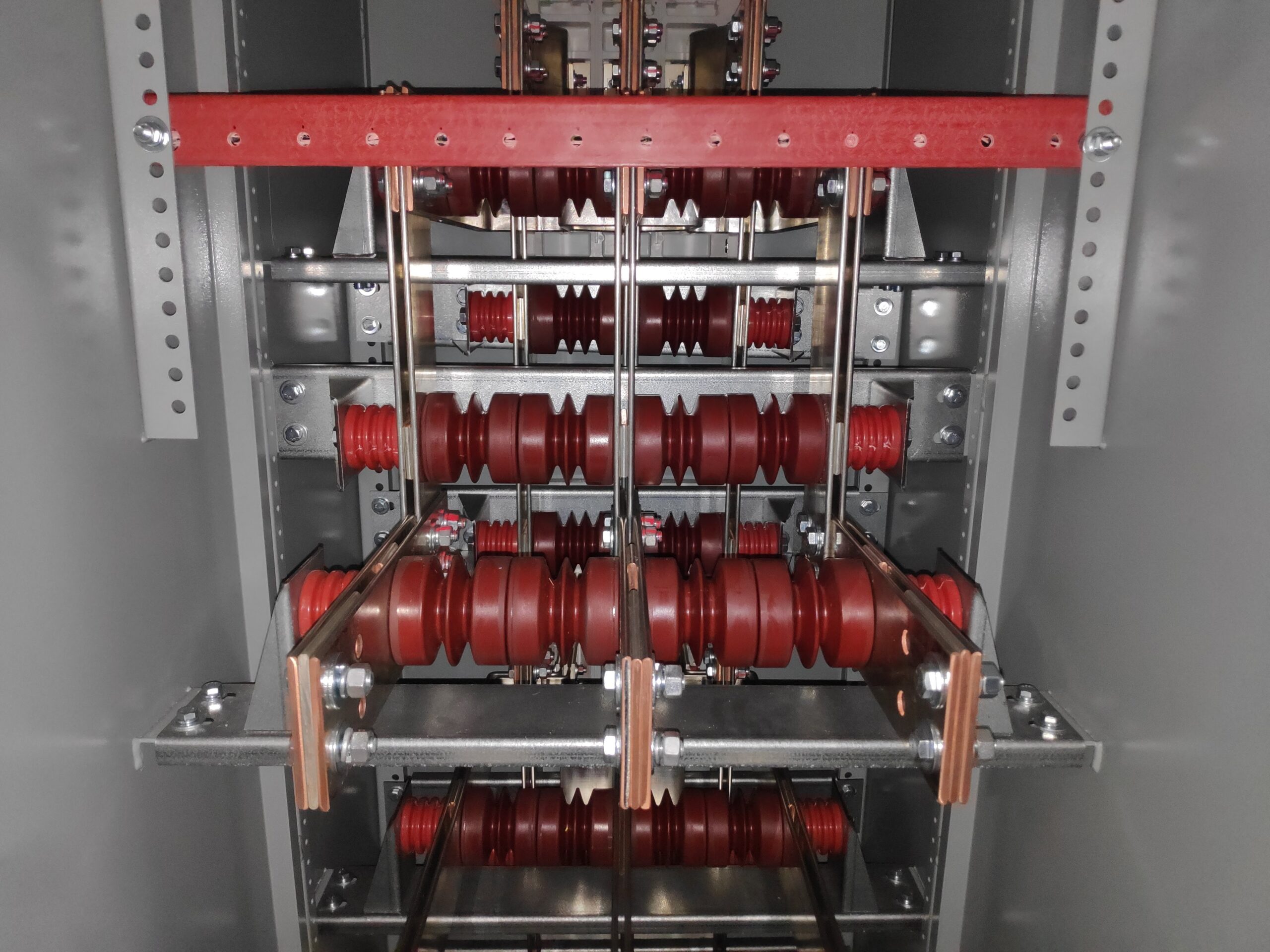
Many bus pieces installed in this low voltage breaker section. The side bus pieces are mounted on enclosure supports with insulators and the middle bus mounted on insulators from both sides
